Сервис Technical-diplom.Ru — это команда профессионалов (практикующих инженеров-проектировщиков) и единомышленников, цель которых помощь студентам технических специальностей за умеренную плату. Мы консультируем при выполнении курсовых и дипломных проектов, а также помогаем купить качественную работу, что существенно экономит студентам время и деньги.
На сайте размещены проекты по следующим специальностям: Технология машиностроения, Электроэнергетика и электротехника, Вентиляция и кондиционирование (ВК), Тепло — Водо — Газоснабжение (ТВГС) и другие. В основном, это актуальные курсовые и дипломные работы, прошедшие защиту в вузе. Количество работ постоянно растет за счет постоянного сотрудничества с авторами и доверия к нашему Сервису.
Сегодня наш интернет-проект является одним из самых посещаемых сайтов на данную тематику в Рунете и одним из всего несколько сайтов, где вы можете заказать консультации при работе над дипломным и курсовым проектом по строительным специальностям.
Лучший магазин готовых технических дипломных и курсовых проектов в Рунете!
Показать весь текст ↓Почему стоит купить готовый проект ?
Каждый из вас знает, что студенческий проект по технической специальности это очень сложная и кропотливая работа, которая занимает много времени. А так как время специалиста стоит дорого, то и стоимость проектов соответствующая. Поэтому всегда советуем подобрать готовый проект по схожей теме. По представленным на сайте материалам можно однозначно составить представление о составе (графическая и расчетная части) и качестве проекта. Поэтому покупая готовый проект у нас Вы уже знаете с каким проектом вам предстоит идти на защиту.
Даже, если Вы пытались найти в интернете проект бесплатно, то подумайте над покупкой. Выбирая готовый проект Вы экономите большое количество времени и денег, а также получаете Сервис и Гарантии.
Дорабатываете ли Вы проекты ?
Да, мы готовы проконсультировать студента относительно доработок/изменения готового дипломного проекта при наличии свободного времени. Приоритет отдается проектам купленным на нашем сайте. В апреле и мае каждого года мы максимально загружены работой над проектами, поэтому сроки могут быть увеличены. Стоимость и сроки консультационных услуг по проектам индивидуальны, поэтому в каждом случае определяются на основе технического задания, заявки. Для начала обсуждения работ по проекту — вышлите нам на почту свой проект и полный перечень замечаний. Мы дадим ответ в течение 1 дня.
Сколько стоит стандартный проект ?
На данный момент на рынке сложилась определенная цена на студенческие проекты. Исходя из этого мы придерживаемся следующих расценок:
— готовый дипломный проект 5000 рублей;
— готовый курсовой проект 1000-1500 рублей;
— консультирование по дипломному проекту 27000 -35000 рублей;
— консультирование по курсовому проекту 6500-8000 рублей;
Какие сроки получения готовых проектов ?
После оплаты купленного вами проекта в нашем магазине — мы вышлем проект вам на почту в тот же день.
Сроки тьюторства для проектов по вашему заданию оговариваются индивидуально. В среднем на консультирование по курсовому проекту уходит 10 дней, на консультирование по дипломному проекту — 30-40 дней.
Какие гарантии Вы предоставляете ?
Мы являемся юридическим лицом. При выполнении крупных заказов возможно заключение договора и оплата на расчетный счет. Готовые проекты Вы можете оплатить из любого города РФ или СНГ переводом в банке или через системы электронных платежей. Наши платежные реквизиты не являются анонимными, все реквизиты персонифицированы на паспортные данные.
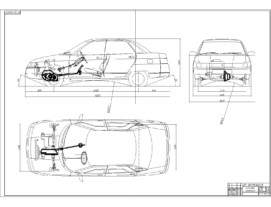
Материалы к проектам (картинки чертежей), размещенные на сайте, сделаны непосредственно с чертежей в программе Автокад, Компас. Получить другим способом эти материалы невозможно, что говорит о наличие у нас этих проектов.
Мы всегда готовы рассмотреть индивидуальные варианты сотрудничества, которые Вы можете предложить позвонив нам или написав на почту mail@technical-diplom.ru
Как оплатить проект?
Оплатить проект Вы сможете перечислением на карту Сбербанка или перечислением на электронные кошельки платежных систем Яндекс-Деньги
Реквизиты указаны в разделе «Порядок работы» — — > «Оплата».